






Induktionserwärmung in der Produktion von Automobilkomponenten
Induktionserwärmung ist eine universelle Verfahrenstechnik, welche in allen Hauptgruppen der Fertigungstechnik wie Urformen, Umformen, Trennen oder Fügen Anwendung findet. Die folgenden Absätze enthalten eine - unvollständige - Übersicht über einige gängige Produktionsverfahren in der Automobiltechnik, welche auf Induktionserwärmung beruhen.
Urformen
Herstellung von Metall-Matrix-Verbundwerkstoffen (MMC) aus Aluminiumlegierungen mit Langfasern aus Stahl
Induktive Erwärmung einer Stahlfasermatrix zur Verbesserung der Infiltration und Benetzung durch den Aluminium-Gusswerkstoff. Die Hauptanwendung liegt in der selektiven Verstärkung von Muldenkolben zur Erhöhung der Dauerbetriebsfestigkeit bei hochbelasteten PKW- und NFZ-Kolben in modernen Hochleistungsdieselmotoren. Das Verfahren ist eine Alternative zu den schon länger bekannten Saffil-Faserverstärkungen, welche aus Metalloxyden bestehen.
Herstellung von Metallpulver durch Verdüsung von induktiv geschmolzenen Metallen unter Schutzgas oder Vakuum.
Aus den Metallpulvern werden eine Vielzahl moderne Near-Net-Shape Bauteile, wie Getriebezahnräder, Pleuelstangen, Planetenradträger, Schwungräder, Hydraulikpumpen und eine Vielzahl anderer Komponenten gefertigt. Near-Net-Shape heisst endabmessungsnahe Fertigung. Das bedeutet, dass die gepressten und gesinterten Teile eine so hohe Formgenauigkeit haben, dass sie nicht mehr nachgefräst werden müssen. Durch die Pulvertechnologie lässt sich die sehr kostenaufwendige spanende Bearbeitung komplexer Bauteile vermeiden.
Umformen
Herstellung von KFZ-Teilen durch Massivumformung
Hier ist insbesondere das Warmfliesspressen von Werkstücken aus Aluminium erwähnenswert. Beim Warmfliesspressen werden die Rohlinge auf eine Temperatur erwärmt, bei der die Rekristallisation parallel zur Umformung abläuft. Dadurch erfährt der Werkstoff während der Umformung keine Verfestigung und kann nahezu unbegrenzt umgeformt werden.

Moderne Fahrwerkskomponenten bestehen aus Aluminium, um die Gesamtmasse des Fahrzeugs wegen des Verbrauches und insbesondere die ungefederten Massen zur Verbesserung des Fahrkomforts zu reduzieren. Die früher aus Stahl-Hohlkörpern geschweissten Radlagergehäuse sowie Achslenker werden deshalb heute aus Aluminiumlegierungen gepresst.
Herstellung von KFZ-Teilen durch Schmieden
Die Massivumformung von Stahlteilen wird traditionell als Schmieden bezeichnet. Dabei unterscheidet man Freiformschmieden und Gesenkschmieden. Bei Stahlwerkstoffen liegt die Ausgangstemperatur üblicherweise bei ca. 1.200°C. Die induktive Erwärmung von Stahlwerkstoffen ist energetisch besonders günstig. Unterhalb der Curietemperatur von ca. 600°C sind die meisten Stahllegierungen ferromagnetisch und lassen sich wegen der Ummagnetisierungsverluste im elektromagnetischen Feld besonders leicht erwärmen. Oberhalb der Curietemperatur erleichtert der für Metalle relativ hohe elektrische Widerstand die Erwärmung.
Wegen der schlechten Wärmeleitfähigkeit von Stahl, ist dieser besonders für die - nur mit Induktionserwärmung mögliche - partielle Erwärmung geeignet. Das beste Beispiel für Schmiedetechnologie bei KFZ-Komponenten ist die Kurbelwelle. Dabei handelt es sich wegen der Verteilung der Werkstoffmassen um ein hochkomplexes Schmiedeteil.
Das Fügen ist der vielfältigste Anwendungsbereich von Induktionserwärmung in der Automobilindustrie. Beim thermomechanischen Fügen wird durch Einbringung von Wärme die Wärmeausdehnung von Metallen ausgenutzt, um eine kraft- oder formschlüssige Verbindung zwischen Bauteilen herzustellen.
Fügen
Eine derartige Anwendung ist die induktive Erwärmung von Getriebekomponenten vor dem Vernieten. Durch die induktive Erwärmung entsteht zusätzlich zu der formschlüssigen Nietverbindung eine kraftschlüssige Verbindung der Bauelemente, was eine Steigerung der Zuverlässigkeit durch die Reduzierung der schwingungsbedingten Werkstoffermüdung bewirkt.
Das Ein- oder Aufschrumpfen von Wälzlagern zur Fixierung ist wegen der niedrigen Montagekosten in Serienfertigungen sehr beliebt. Beim Aufschrumpfen von Wälzlagern auf Wellen werden die Wälzlager in wenigen Sekunden von Raumtemperatur auf ca. 100 . . 150°C erwärmt und danach auf die Welle geschoben. Zum Einschrumpfen von Wälzlagern in Gehäuse werden die vorwiegend aus Leichtmetalllegierungen bestehenden Gehäuse induktiv mit Hochfrequenzgeneratoren in wenigen Sekunden auf die zum Fügen benötigte Temperatur gebracht. Wegen der kurzen Taktzeiten werden die zu erwärmenden Komponenten nicht auf Heizplatten, sondern ausschliesslich induktiv erwärmt. Anwendungsgebiete sind Komponenten des Antriebsstranges, Generatoren, Anlasser sowie die diversen Stellmotoren der Scheibenwischer-, Fenster- oder Sitzverstellungsantriebe.

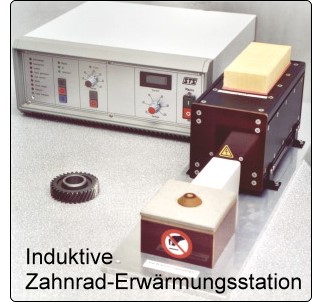
Verbreitet ist die Erwärmung von Getriebekomponenten, wie Zahnrädern oder Synchronringen zur Erleichterung der Montage auf dem Triebling durch Montageanlagen. Die Komponenten werden dazu auf induktiven Erwärmungsstationen im Montagetakt von ca. 30 Sekunden auf 100 . . 200°C erwärmt. Moderne PKW-Getriebe werden nahezu vollständig automatisch montiert.
Die Verbindung von Innen- und Aussenblech wird bei Türen und Klappen durch Rollfalzen und Kleben mittels robotergeführter Werkzeuge realisiert. Vorteile des Verfahrens sind die kurze Einarbeitungszeit, die hohe Flexibilität und eine bessere Qualität und Anmutung des Falzes. Die Vorhärtung des Klebers wird durch ein integriertes induktives Gelieren vorgenommen. Dabei wird das Kunstharz durch eine kurzzeitige Erwärmung zu einem sofortigen Gelieren angeregt. Deshalb bleibt das Harz in der Maschine auch bei Stillstandzeiten flüssig und wird nach dem Einbringen in den Bauteilspalt sofort standfest.
Bitte schildern Sie uns Ihre Erwärmungsaufgabe, wir finden für Sie eine moderne und kostenoptimierte Lösung.
Copyright ©2021 STS Systemtechnik Skorna GmbH - Induktionserwärmung - Web Designer: Helmut Stober - All Rights Reserved